






Soon we will present the references of the TOMSYSTEM company with a description of the implementation for our clients




SUSTAINABILITY, SO MORE GREEN IN TOMSYSTEM
For the TOMSYSTEM team, welding is more than just a process of joining various types of metals. As active promoters of sustainability, we pay special attention to environmental protection issues in every aspect related to the welding process, making our contribution to protect our green planet, significantly reducing the amount of environmentally hazardous waste. We take every opportunity with great pleasure and commitment to protect natural resources from harmful pollution and actively encourage our customers and enthusiasts to do so.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Welding is a process of joining two elements that can be made of the same material, but it is not necessary. Sufficient energy must be applied to these two elements to cause the edges to melt and join. Sometimes this is enough and you don't need to add anything to get these elements combined, but in most cases you need to add the so-called binder that will help join elements.
Welding methods:
- Manual welding with a coated electrode MMA.
- Welding with the MIG / MAG method.
- TIG welding.
- Sub arc welding.
- Gas welding.
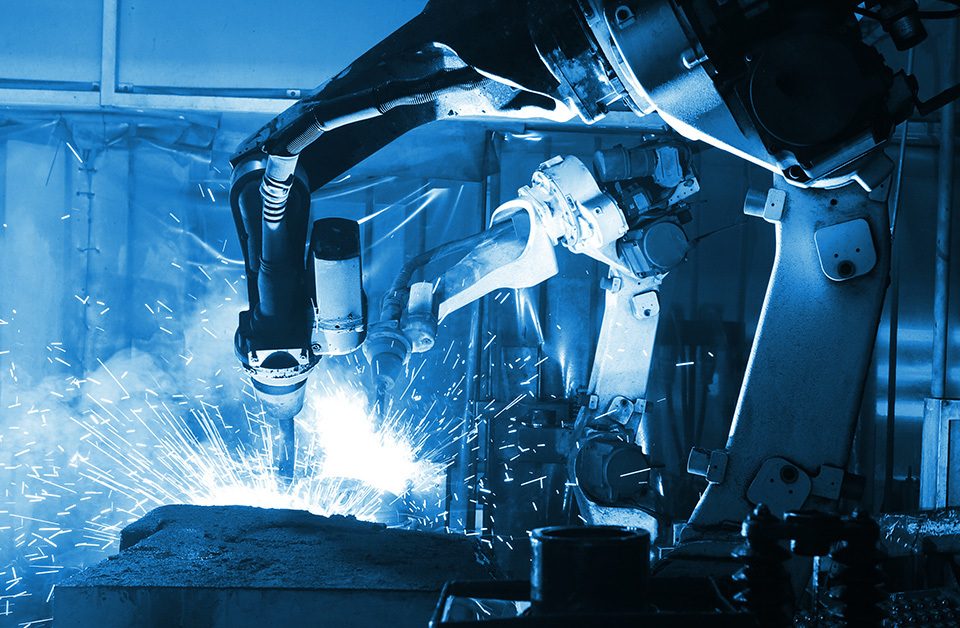
In the MIG / MAG method, the electric arc glows between a metal electrode in the form of a continuous wire and the welded material. The arc and pool of molten metal are protected by a stream of inert or active gas. The method is suitable for welding most materials. Offered are electrode wires suitable for a variety of metals. The MIG / MAG method is inherently much more efficient than the manual metal arc welding method, in which there are interruptions when the worn electrode is replaced. In addition, there is also material loss as the electrode stumps are ejected. For every kilogram of coated electrodes, approximately 65% becomes part of the junction (the rest is discarded). As a result introducing solid wires and cored wires, this ratio was increased to 80-95%. The MIG / MAG method is a universal method that allows you to obtain the weld gradually at very high speed and in all positions. It is widely used for welding thin and medium-sized steel parts and for welding aluminum alloys, especially when high-performance manual welding is required. The introduced core wires are more and more often used for welding large steel structures.
The TIG method (also known as GTAW - Gas Tungsten Arc Welding) uses a non-consumable tungsten electrode. The electrode, arc and the area adjacent to the molten metal pool are protected from the atmosphere by an inert shielding gas. If a binder is required, the additive material is introduced at the leading edge of the molten metal pool. Using the TIG method, extremely clean, high-quality joints are obtained. As no slag is formed in the process, the risk of contamination of the weld with its inclusions is eliminated, and the finished weld requires virtually no cleaning. This method is suitable for welding almost all metals, and the process can be eithermanual or automated. The TIG method is most often used for welding aluminum alloys and for welding stainless steels, where the uniformity of the joint is critical. It is widely used in the nuclear, chemical, aerospace and food industries.
The MMA method (Manual Arc Welding) means arc welding with a coated electrode. It is the most versatile method of arc welding, allowing you to weld in difficult conditions or in hard-to-reach places. This method uses a coated electrode consisting of a metal core covered with a compressed sheath. As a result of welding with this method, an electric arc is created between the end of the electrode and the material being welded, which can be powered with an alternating current or direct current (negative or positive polarity). A characteristic for this method is the manual movement of the electrode while it melts. The molten metal droplets of the electrode are transferred through the arc to the molten pool of weld metal, forming a weld after cooling. The melting coating of the electrode releases gases that protect the molten metal from the atmosphere. A slag layer is formed at the junction point, which is removed. When the electrode is removed from the workpiece, the electric arc stops and the welding process is interrupted. The MMA method differs from the TIG and MIG / MAG methods mainly in that in the MMA method the electrode is shortened, while in the TIG and MIG / MAG method the length of the electrode remains unchanged throughout and the distance between the holder and the welded element is constant at all the times.
First of all, it should be remembered that the greater the power of the welding device, the greater its ability to weld thick elements. Therefore, one of the most important parameters to be defined is the power of the welding unit, otherwise known as the value of the welding current. The operating costs of the device depend on the amount of power consumed. The lower it is, the lower the costs associated with the consumption of electricity. The electric power of a welding unit depends on the product of voltage and current [P = U * I]. We measure power in Watts [W].
We can distinguish:
- Butt Joint Welding – a butt joint is a joint where two pieces of metal are placed together in the same plane, and the side of each metal is joined by welding. A butt weld is the most common type of joint. There are many different variations but are simple to prepare.
- Tee Joint Welding – these joints are formed when two pieces intersect at a 90° angle. This results in the edges coming together in the center of a plate or component in a ‘T’ shape. Tee joints are considered to be a type of fillet weld, and they can also be formed when a tube or pipe is welded onto a base plate.
- Corner Joint Welding – similar to tee welding joints. However, the difference is the location of where the metal is positioned. In the tee joint, it’s placed in the middle, whereas corner joints meet in the ‘corner’ in either an open or closed manner—forming an ‘L’ shape.
- Fillet Welding – fill a round or elongated hole in one of the sheets of the joint with adhesive. They are usually made to strengthen fillet welds when connecting wide elements.
- Melt-through Welding – formed by melting one of the sheets and fusing into the sheet underneath it. They are usually made to strengthen fillet welds when connecting wide elements.
According to the information contained in the international safety data sheet, the following threats are identified in the profession of a welder (source – Central Institute for Labor Protection):
- Electric arc welders are exposed to burns from flying pieces of hot metal.
- During electric arc welding / cutting, ultraviolet radiation is emitted which may adversely affect the worker.
- Gas welding poses a risk of fire and explosion from welding gases.
- Exposure of a welder to welding fumes during work effects their health.
- The welder / cutter is often working in a forced body position (welding in double tanks, etc.), which can cause back, shoulder, arm and leg pain.
- The work of a welder / cutter often requires the handling of heavy tools and components, which can cause back injuries.
- Slippery, uneven surfaces, ladders, platforms – pose threats of slipping, tripping and falling.
- Electricity – risk of electric shock in the event of malfunctioning electrical equipment (voltage on the exterior of the electric welder, welded elements).
- Very high temperature of sparks in contact with combustible materials (such as gasoline, oil, paint, wood, acetylene, hydrogen), molten metal drops, hot welded parts – the possibility of burns to hands, face, neck and legs.
- Metal filings, sparks, acid droplets – the possibility of mechanical injuries to the eyes, face and body.
- Lower limb injuries, mainly caused by improperly fitted cut or welded elements.
- Injuries of the upper limbs, caused by haste and inattention while working with sharp and rough elements.
- Ignition of working clothes caused by unsuitable or dirty, mainly flammable substances.
- Inadequate lighting of the workplace, especially during work in unusual places (narrow corridors, tanks, etc.) - the possibility of eye fatigue.
- Ultraviolet (uv), infrared (ir) radiation – the possibility of eye damage (cataracts) and skin (sunburn), and the development of skin cancer after many years of exposure.
- Excessive noise – Possible damage to hearing.
- An explosion, fire, leaks in the system or gas cylinder (acetylene gas cylinder), damage to the burner or flashback can cause severe burns or death.
- Inorganic dust and fumes – possibility of chronic bronchitis and pulmonary fibrosis (pneumoconiosis of electric welders). Dust can cause headache, breathlessness, or respiratory problems.
- Beryl – the possibility of developing neoplastic changes.
- Metal fumes (especially zinc) - the possibility of the so-called foundry fever (flu-like state of elevated body temperature).
- Manganese, cadmium, chemical compounds included in the protective screens (argon, helium, carbon dioxide) as well as chromium, nickel, steel and other metals – possibility of poisoning.
- Medium-heavy and heavy physical work, performed in a forced body position (standing, bending, crouching), often in small spaces (double bottoms of ships, tanks) - possible pain resulting from overloading the musculoskeletal system.
- Manual transport of heavy items (tools, cylinders, etc.) - possible back injuries.
The most common causes of a fire during the welding process are:
- Welding sparks.
- Leaving flammable materials unprotected in the area where sparks are sprayed.
- No safequard in adjacent rooms through which welded piping systems run.
- Using inoperative electric welding cable equipment.
- No water containers for electrode waste.
The cause of a fires during arc welding is the spattering of metal particles, which in contact with a combustible substrate ignite. The greatest risk occurs in workshops where floors are splattered with flammable oils, or where there are dirty rags saturated with solvents and oils.
In places where welding activities are performed, these extinguishers are mandatory:
- Powder or foam fire extinguishers.
- Non-flammable tarpaulins – mats.
- Metallic fever (also known as zinc fever or foundry fever) - is the most common respiratory disease associated with welding. The cause of metal fever is exposure to fumes containing metal oxides, such as zinc, copper, magnesium, iron, manganese, mercury, etc. This disease is often episodic. Symptoms (irritation of mucous membranes, cough, chest pain, headache, fever) usually disappear spontaneously after a few days and do not cause any health consequences.
- Pneumoconiosis (electric welder pneumoconiosis) - most often caused by iron, tin or barium oxide. This disease usually has no symptoms and most often is detected by chance.
- Bronchial asthma – usually occurs when a welder uses a variety of welding methods. The most common cause of allergic occupational asthma in welders is exposure to metals.
- Chronic obstructive pulmonary disease is a chronic disease characterized by an incompletely reversible restriction of airflow through the respiratory tract, which often leads to a permanent reduction in the efficiency of the respiratory system. Chronic exposure to components of welding fumes such as cobalt, aluminum, manganese, titanium, beryllium and cadmium has been shown to accelerate the development of chronic obstructive pulmonary disease and emphysema.
- Chronic beryllium disease – is a respiratory disease caused by inhaling dust from alloys containing beryllium. The development of the disease takes many years.
- Hard metal lung disease (cobaltosis) - is caused by inhaled exposure to cobalt. It leads to changes in the lungs in the form of chronic inflammation with interstitial infiltration, the so-called giant cells.
- Malignant tumors of the lungs - some factors that may be present in the work environment of welders (asbestos, beryllium, chromium, cadmium, nickel) have been classified as carcinogenic to humans. Welders are considered to be at particular risk of developing pleural mesothelioma, a malignant tumor caused by exposure to asbestos.
Welder can face health problems with respiratory and musculoskeletal systems, as well as eyesight and hearing. The most common occupational diseases are:
- Use special glasses, helmets and face shields to protect the eyes against radiation, dust, metal filings, sparks and respiratory protection, hearing protection, protective clothing and protective gloves.
- Install effective exhaust ventilation and air conditioning to prevent air pollution and heat stress.
- Use safe methods of lifting and carrying heavy or bulky loads, and use mechanical devices that facilitate lifting and carrying.
- Use safety shoes that ensure comfort during long periods of standing work. Use floor mats to reduce leg fatigue. Take breaks from work to rest and exercise to prevent overload injuries to the musculoskeletal system.
- Check the ladder before climbing it. Never climb an unstable ladder or ladder with slippery rungs.
- Use hearing protection
- Check the technical condition of electrical devices before work and have an authorized employee repair any damage and periodically inspect the devices.
- Regularly inspect gas cylinders and their accessories, paying particular attention to the condition of rubber hoses, valves and cylinders.
EXPERT ONLINE TECHNOLOGY FITTING SERVICES
Coming soon only at Tomsystem – An innovative system of expert online technology fitting services!! Innovative software developed by Tomsystem, enabling an automated process of selecting the technology necessary to perform the welding process. By entering the selected parameters, the user will be able to generate detailed guidance on the equipment and process that guarantees the achievement of the target results. The recommended software based on automated functionalities will ensure a fast and proper selection of welding technology, which is a key element determining the quality of the welded structure.
Details soon...